大学の研究室でフィールドワークに使用する土壌採取器


- パイプ切断、切削、穴明け、熱処理(軟窒化処理)

- 鉄(STKM11A 外径φ80 板厚1.6)

- 受注生産

- 東京農工大学の楊研究室でのフィールドワークにおいて土壌の採取に使用。
先端が刃になっていて、植物の根を切断しながら容易に土壌を採取出来る。
楊研究室の概要はこちら↓
https://www.tuat.ac.jp/~yoh-lab/(外部リンク)
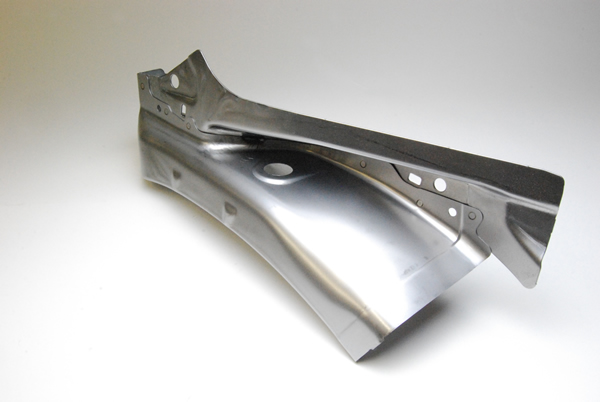
チャンバー部品

- シボリ加工、トリム加工等(タンデムプレス)+スポット溶接
- 鉄(メッキ鋼板)
- 100個程度
- シボリが深めのため、加工時にシワにならないよう、またキレツが発生しないよう、金型の熟成や加工条件の設定に気を使います。
二重構造であり、またステーが付いていますが、スポット溶接にて接合しています。
プレス加工によるブラケット部品

- 穴開け抜き加工(プレス加工)+曲げ加工(プレス加工)
- 鉄
- 3,000個程度
- 自動車の純正オプション。
エアロパーツ取付用ブラケット。
表面処理は亜鉛メッキ(3価)
パイプの両端をスプール&カール加工

- 切断加工+面取り加工+スプール加工+カール加工+曲げ加工(プレス加工)+穴開け加工(プレス加工)+仮溶接(プロジェクション溶接)
- 鉄
- 2,000個程度
- 自動車のサイドカーテンエアバック用部品。
パイプ成型自動機にて低コストで加工。
プレス溶接部品

- 順送プレス+スポット溶接+CO2溶接
- 鉄
- 5,000個程度
- 厚い板と薄い板の2つの部品から成り、それぞれ順送1工程にて加工。さらにハンドリングロボットにてスポット溶接とCO2溶接をワンチャックにて加工することにより、全体として低コストを実現しています。
両端末シボリ&スプール部品

- 切断加工+絞り加工+スプール加工+バルジ加工+カール加工
- 鉄(STKM11A)
- 1,000個程度
- パイプの両端末ともにシボリ加工とスプール加工、さらには若干のカール加工もしています。両端末ごとにワンチャックにて加工を行なうため、低コストにて加工できます。表面処理はMFNi(2層)。
プレスで斜めカットする部品

- 切断加工+面取り加工+拡管加工+絞り加工+バルジ加工+曲げ加工+斜めカット(プレス加工)
- 鉄
- 5,000個程度
- 素材はSTKM11A。バルジ等の端末加工をした後、プレスにて曲げ加工、プレスにて斜め切断加工をしています。プレスなので低コストにて加工できます。
角パイプ曲げ部品

- 切断加工+曲げ加工
- 鉄
- 1,000個程度
- NCパイプベンダーにて角パイプを曲げた部品です。
両端異形状面取り部品

- 切断加工+面取り加工
- 鉄
- 20,000個程度
- 素材はSTKM11A。パイプを切断して面取りする製品ですが、両端の面取り角度や面取り量が異なります。NC旋盤のような機械ではありませんが、職人の技により長さ寸法も±0.2以下にて管理しています。
丸棒曲げ&溶接加工部品

- 切断加工+曲げ加工(パイプベンダー)+カール加工(プレス加工)+ピアス加工+成形加工+ナット溶接加工+プロジェクション溶接加工+CO2溶接加工
- 鉄
- 100個程度
- 素材は鉄ですが、パイプではなく丸棒を加工した製品です。NCパイプベンダーとプレスにて曲げた丸棒をCO2溶接にて接合し、さらにナットを溶接したプレートをプロジェクション溶接しています。
ボルトかしめ部品

- 順送プレス+ボルトかしめ(プレス加工)
- 鉄
- 2,000個程度
- プレートはSPHC板厚5.0。プレート製作も順送プレスのみ。穴開けはもちろん、ボルト用のザグリまで順送にて加工しています。最後にプレスでボルトを圧入しています。
パイプ加工とプレス加工との複合加工

- 切断加工+中間バルジ加工+バルジ加工+同時切欠き加工(プレス加工)
- 鉄
- 5,000個程度
- パイプ端末加工機にて比較的少ない工程で安価に大量生産します。3カ所の切欠きもプレスで同時に加工します。
少量ロットのスプール加工

- 切断加工+バリ取り加工+スプール加工(旋盤)
- 鉄
- 30個程度
- 十数個程度のロットに対応した、比較的安価な金型にて製作しています。
複雑形状を順送プレス加工した部品

- 順送プレス
- 鉄
- 5,000個程度
- 若干複雑な形状ですが、順送プレス1工程にて加工しています。
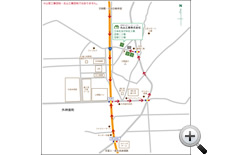
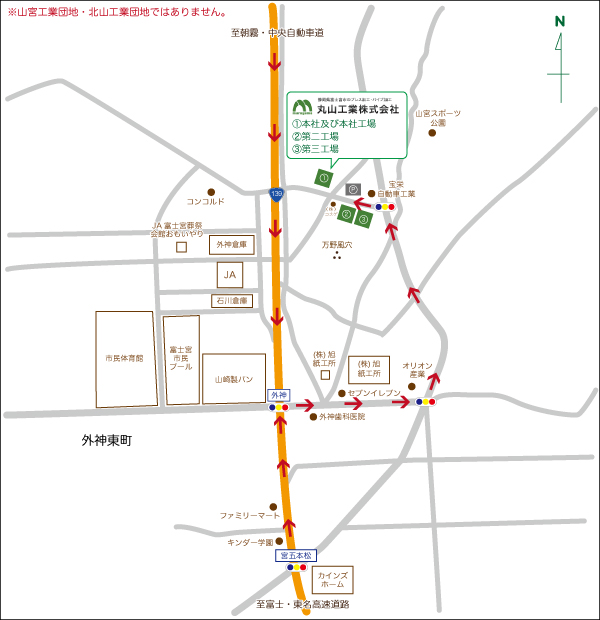
【本社及び本社工場】
〒 418-0111
静岡県富士宮市山宮2201-10
TEL 0544-58-4750
FAX 0544-58-1331

Copyright (c) 2012 丸山工業株式会社. All Right Reserved.



















 【本社及び本社工場】
【本社及び本社工場】